磨硬质合金用什么砂轮
磨硬质合金砂轮产品因其硬度强,产品脆性高,因此在研磨过程中需要选择合适的磨具去磨削,以此保证硬质合金产品的耐用性。磨硬质合金产品一般选用树脂金刚石砂轮,磨硬质合金砂轮比较锋利、效率高、自锐性好、不易堵塞、具有抛光作用,尤为常用。
|
磨硬质合金砂轮参数
|
|
| 磨料 | 金刚石 |
| 结合剂 | 树脂 |
| 粒度 | 根据客户要求定制(粒度影响表面光洁度和磨削效率:粒度越细,表面光洁度越好,效率越慢) |
| 浓度 | 100% |
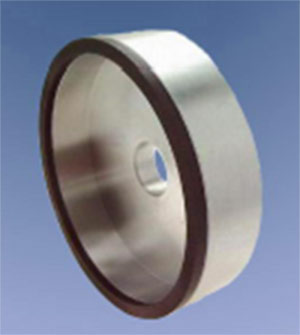
| 形状 | 各种形状(可定做)-杯形、碗形、平形等。 |
|
尺寸(外径)
|
10mm-750mm |
 |
|
| 优势 | 1. 采用国家一级的金刚石磨料和进口树脂结合剂。好的原材料保证好的产品质量。 |
| 2. 有专业的工程师监督把控生产和严格的质检部门再次确保产品质量。 | |
| 3. 根据客户需求定做,使用特殊专用配方,保证良好的磨削效果、较高的磨削效率和较长的使用寿命。 | |
| 4. 有优秀的销售团队,售后团队,技术团队随时为客户提供免费服务,确保客户的使用没有任何问题。 | |
我厂生产的磨硬质合金砂轮适应于硬质合金产品的磨削。一般分为如下几大类别:
一、瓦楞行业:
我厂在引进吸收国际先进技术基础上,成功研制开发出了瓦楞纸板生产线薄刀纵切压线机薄刀硬质合金刀专用砂轮,是主要服务于瓦楞纸板行业的一项高新技术成果。
磨硬质合金刀专用砂轮有以下几大特点:
1. 采用超硬磨料人造金刚石,可满足现今所有材质为钨钢(硬质合金YG8及其他型号)的薄刀。
2. 采用对薄刀工作最适宜的树脂结合剂,随时保持砂轮良好的磨削性能。
3. 各种粒度的采用适用于各种不同材质及情况下的磨削。粗磨选用80#-—120#,半精磨选用120#—180#,精磨选用180#--W40,研磨抛光选用W40一W1。钨钢薄刀镜面度高,刃口研磨精度要求高,宜在180#--240#粒度范围内选择。
4. 不同密度的砂轮组织的合理搭配,对不同材质的薄刀有利于磨削精度高、散热良好等优点。
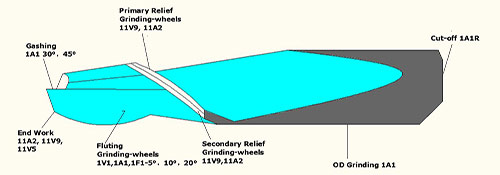
二、磨削硬质合金铣刀行业:
磨削硬质合金铣刀砂轮最佳的选择是金刚石树脂砂轮
根据磨削铣刀的不同部位及要求,选择的砂轮形状也不尽相同,如杯形砂轮,平形砂轮,平形带弧砂轮,碗形砂轮,碟形砂轮等等。根据对不同铣刀部位的磨削要求,可选择的粒度也有多种,从80# -320#,粗磨到精磨工艺都可应用。
我厂专业生产金刚石砂轮已45余年,出口20年。我们生产的磨铣刀砂轮有如下优势:
1. 磨铣刀砂轮精度高。我们专业的技术团队严格把控生产,严格控制磨铣刀砂轮所有精度均在标准范围内。
2. 所有磨铣刀砂轮选用国内优等金刚石原材料生产,保证砂轮磨削的效率及耐用度。同时我厂选用国外进口优质树脂作为结合剂,保证砂轮的强度及粘结性。
3. 我厂有专业的研发团队及专业的工程师,严格控制每一道生产工序,满足客户对砂轮的使用要求。同时根据国外先进的技术理念及时调整我厂生产,保证我厂砂轮使用最优。
三、木工行业硬质合金刀具磨削:
随着技术和设备的提升我国木工行业传统的加工方法发生了改变,在木工刀具方面,各种硬质合金刀具已占主导地位,在家具、地板、人造板、装修行业中,大量使用的硬质合金圆锯片、地板刀、指接刀、线条刀等都离不开金刚石砂轮的修磨加工。

我厂在金刚石砂轮生产过程中采用不同的工艺方法,突出产品的专用性。根据木工刀具设备和磨削方式的特点,采取了针对不同磨削条件下,采用不同的结合剂配方方式,对结合剂配方进行了磨削性能测试。磨硬质合金砂轮在实际应用中取得了良好的效果并得到了国内外很多的客户的肯定。